
The walls of Kuusamo Log Houses are a testament to Pölkky’s expertise.
One of Kuusamo Log Houses’ key strengths is the durable and strong northern timber used as a building material. Behind these high-quality laminated logs stands Pölkky Oy, Northern Finland’s largest private timber processor – but what is the journey of the timber from the forest to becoming a building material for Kuusamo Log Houses?
– The journey of the timber from the moment it is felled to the walls of a Kuusamo Log House takes an average of six to seven weeks, says Arto Airisniemi, Development Manager at Pölkky.
Airisniemi knows what he is talking about, as he has been with Pölkky since 1987. The summer worker who used to drive a wheel loader back then has since also worked as a local sales representative, shift supervisor, processing foreman and production manager.
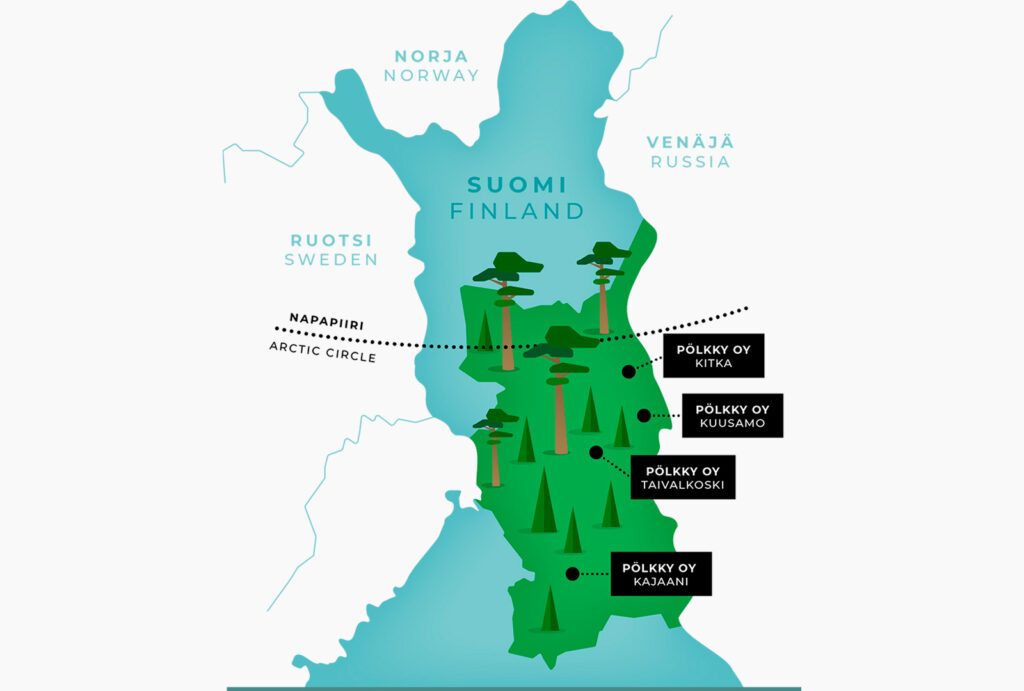
Pölkky Oy has concentrated its sawmilling operations in Kuusamo at two plants, as well as at production facilities in Taivalkoski and Kajaani. The timber sourcing area covers Northern Savo and Northern Finland from Oulu upwards. The company is committed to working for the benefit of the environment, and environmental certificates are in use for timber procurement.
Why choose a log house? Read more on our blog.
From sorting to transport
Every tree is unique, which is why this valuable material is carefully sorted throughout the process.
– The logs used as raw material for laminated logs are sorted by size whilst still in the forest, and upon arrival at the sawmill, the logs are further sorted into different quality grades based on knottiness, length and top diameter, explains Airisniemi.
– The size of the knot plays a major role, as it affects the strength of the wood. For example, in structural sawn timber, the size of the knot is crucial, as the sorting standards are strict, explains Airisniemi.
Broadly speaking, AB-grade logs are used in joinery products, decking products and, for example, interior design products for the construction industry. The more knotty C-grade logs are utilised, for example, as solid timber logs, where the size of the knots is no longer such a decisive factor.

– Building standards define the required strength classes, as walls, frame structures and roof structures each have their own strength requirements. All our production facilities are equipped with strength grading machines that sort timber in accordance with the specified standards. Machine operators have visual strength grading authorisations so that the work performed by the machine can be monitored and checked.
From the kiln to mechanical sorting
After grading, logs of the correct quality grade are sawn to the desired width and the resulting bundles are taken to the kiln. The planks in the tall bundles are dried to the moisture content required for their final use.
– The drying time depends not only on the strength of the wood and the drying location, but also on the target moisture content. On average, drying times are 120–200 hours.
After the kiln, the planks are usually left to stabilise outdoors for one to three days to allow the moisture content within the wood to even out. The material is then transported to the quality sorting plant.

– In mechanical sorting, we talk about surface lamellas, heartwood and inner lamellas. In addition to these, there are pieces that are unsuitable for gluing for one reason or another, and these are separated for other further use, Airisniemi explains.
Gluing completes the laminated log
After careful preparation, it is finally time for gluing. First, the planks are glued together using finger joints to form 12-metre-long sections. At the same time, care is taken to ensure that only high-quality material, free from cracks or disruptive knots, is used for the gluing. Then comes the actual gluing, when the finger-jointed sections are glued together to form laminated logs. Kuusamo Log Houses uses logs of various sizes in its production, but on average, five to six planks are needed for a single laminated log.
– The best-quality sections are used on the visible surfaces, whilst knottier pieces can be placed in the centre of the log. In the gluing machine, the pieces are rotated so that the heartwood, which best withstands varying weather conditions, is always on the outside of the log.
The polyurethane adhesive used in the gluing process requires quick movements – once the adhesive has been applied, the log must be placed in the press within ten minutes. The log remains in the press for 20 minutes, after which only planing, profiling and finally delivery of the finished product remain.
Northern timber is certainly durable
The northern timber used by Pölkky in its production is dense-grained, meaning its annual growth is small. As a result, the timber has a high specific gravity, which ensures good strength and workability. The same wood species can vary considerably across the country. In southern Finland, trees grow faster and the lower growth tends to rot more easily, turning into loose black branches. Northern trees have more branches, but the wood is generally more attractive and healthier.

According to research by the Finnish Forest Research Institute, the wood with the highest torsional stiffness is found in the North Savo and Kainuu regions. In the south, rapid growth reduces strength, whilst in the north, slow growth causes heartwood damage. These factors cause reaction wood, or ‘lyly’, which weakens torsional strength.
– Wood is a truly wonderful material, which certainly presents some challenges even in this technical field, Airisniemi sums up.


Read more
-

-
Blog article



